


 扫一扫
扫一扫
新物通物资(常州市分公司)本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,公司主营产品 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管。公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;愿与社会各界朋友精诚合作,共创美好家园!


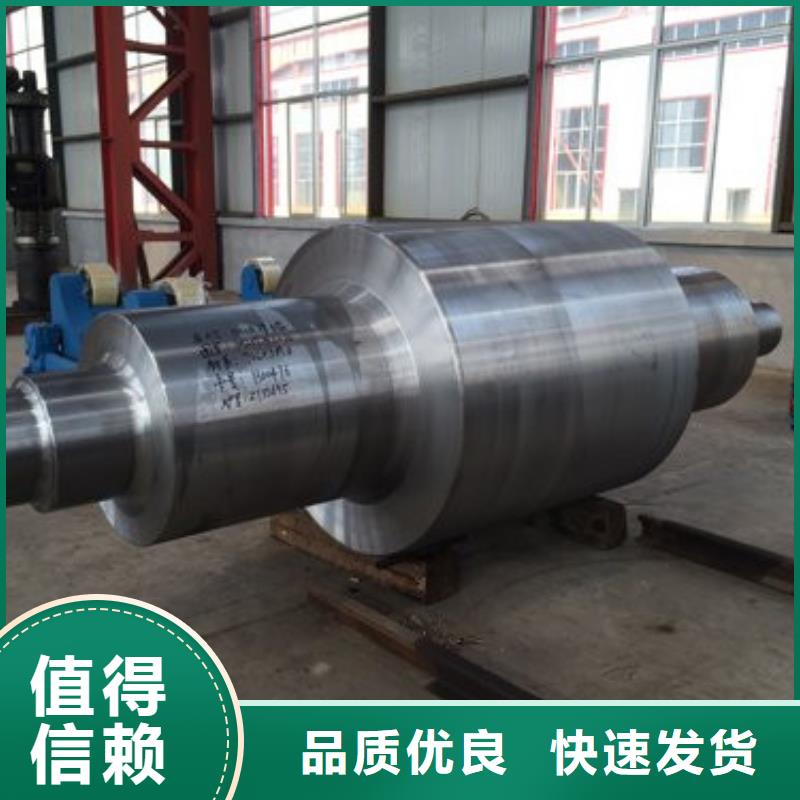
半高速钢轧辊是在高速钢轧辊的基础上研制出的一种新型轧辊,其合金含量大约为高速钢的一半。半高速钢轧辊生产方法是将半高速钢作为轧辊的工作层材料,将合金球墨铸铁作为轧辊的芯部材料,通过离心铸造复合而成,与高速钢轧辊相比,半高速钢轧辊合金含量少、制造成本低、轧辊切削加工性能好。
(1)半高速钢轧辊含碳量大多数在1.0%以下,组织中的碳化物含量通常在5-10%;
(2)半高速钢轧辊由于合金含量较高速钢轧辊少,轧辊硬度相对低一些,通常辊身表面硬度为75-85HSD,硬度不均匀度≤2HSD;
(3)半高速钢轧辊的耐磨性低于高速钢轧辊,但是半高速钢轧辊的韧性、咬入性、抗疲劳性和切削加工性能却明显优于高速钢轧辊;





在轧制中,轧件与轧辊相互作用,轧件在轧辊作用下产生塑性变形,轧机、轧辊等受轧件的反力产生弹性变形。当然,轧件也伴有小的弹性变形,通过轧辊后有极小的弹性变形量恢复,增加了轧件厚度。如图所示,厚度为H的轧件经过轧辊压下Δh总,但由于轧辊弹性变形,轧件减少压下Δh1;同时轧件出轧辊后,由于弹性变形恢复,轧件压下减少Δh2。结果,轧件实际压下量Δh=Δh总-Δh1-Δh2当Δh总=Δh1+Δh2当时,轧件通过轧辊将不产生压下,这时的轧件厚度即是小可轧厚度。斯通(M.D.Stone)、罗伯茨(W.L.Roberts)、福特-亚历山大(H.Ford)-(J.M.Al-exander)等人都对小可轧厚度公式做过理论推导。
按斯通推导的计算公式,小可轧厚度 hmin=3.58DμK / D




技术支持:s797.com